Modern pig slaughter lines located in the countries of western Europe tend to run at a speed of between 200-400 pigs per hour. It hardly compares with line speeds of more than 1000 pigs per hour in the USA. This difference is likely to remain, according to new remarks, but European plants will stay competitive as they become increasingly automated.
Pig slaughter line speeds
In Denmark, where the line speed is usually around 6 pigs per minute, an automation development strategy launched in 1998 with a budget of over 40 million involves more than 30 individual projects aimed at automating a major part of the slaughtering processes and several cutting and boning operations. This is expected next year to unveil 10 machines for use at different stages of a 360 pigs/hour line with the combined effect of requiring only half the manpower needed for manual operation on an equivalent scale.
Such applications of robotics to pig slaughter/processing show how the meat processors are finding inspiration in the manufacturing techniques of other industries, delegates to this year's International Congress of Meat Science and Technology were reminded by representatives of the Danish Meat Research Institute. It means a strong move to robot-assisted processes and computer control. This automation will do more than just increase labour productivity, it will also improve the working environment within meat plants.
"Slaughtering, cutting and boning operations are very labour intensive and require hard, repetitive work," commented the presentation team of Niels T. Madsen, Jens Ulrich Nielsen and Keld Mønsted. "For many young people a job in a slaughterhouse is therefore not their first choice. This situation could be changed by automation, which will not only remove arduous work, but will in addition introduce more interesting jobs in terms of planning, supervision and control of the new technology.
"Additionally, automation will improve hygiene and thereby food safety through less manual handling of products and less cross-contamination between carcases, because the tools in the machines can be cleaned more effectively after every carcase. Product quality and yield may also be improved; production recipes may be changed instantly in accordance with information of market demands."
Most of the first part of the pig slaughter line has been automated for decades with respect to scalding, dehairing, singeing and scraping. Only in recent years, however, has it become possible to conduct more processes for slaughter and deboning by use of machines. These stages can be difficult to automate because biological variation adds greatly to the complexity of the material to be processed.
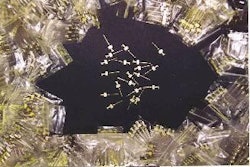
This difficulty was illustrated when a machine for round cutting of the hind legs was under development to go into Denmark's automated pig slaughtering programme. Processing would involve cutting the tail bone as well as trimming fat at the tail head and around the groin area. In order to form a database representing the variation in the Danish pig population, the developers found they needed to scan a large number of hind legs at high resolution using a new CT scanner. The subsequent catalogue described how the principal components of the joint varied, the analysis revealing the shape variation with respect to the anatomical fix points used for gripping the product. This shape variation could then be used to find the optimal design for the automated tool.
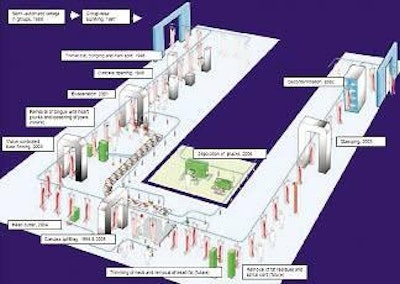
Work in Denmark from the late 1980's had improved welfare during lairage at the slaughterhouse by moving the pigs with the help of automatically driven gates. Ten years later came new systems of stunning pigs before slaughter. Today the focus is on transporting pigs stress-free in homogenous groups all the way from the farm until they are CO2-stunned in groups of 5-7. As a result of the welfare improvements the national average mortality rate for slaughter pigs during transport and lairage has stayed exceptionally low for more than a decade. Furthermore the drip loss from the meat has been reduced.
Recent introductions for the automated meat factory have included an evisceration machine that reduces the risk of faecal contamination and machinery for cutting the head from the carcase automatically, providing better yields by leaving more neck meat for recovery, the Danish research team told the ICoMST2006 meeting. A mechanical method of trimming the neck region and removing the forelegs is at the experimental phase. Carcases can be cut mechanically into prime cuts.
Robotic removal of the tenderloin from the half carcase is also under development in Denmark. A new machine to process hams alongside the equipment is already available for processing middles. A number of boning machines have been installed at Danish slaughterhouses since 2004. Traditional boning of fore-ends requires a large number of operators and is a strenuous operation. In the future there will be one machine type for the removal of surface bones and one to remove internal bones, together reducing manual operation requirements by 40%.
While the means of automating have become available, however, the Danish investigators pointed out that adoption depends on economics and these in term relate to the cost and efficiency of labour in the area. It may be, for example, that the expansion of the European Union to include some lower-cost markets will affect the uptake of more automated slaughterhouses in Europe.
What is more, the move to automation demands an organised approach. The plant will need additional monitoring to avoid quality defects or downtime on the line. A well-run, high-tech slaughter line also requires extra attention to training and to employee involvement. In fact, the Danish team warned, unless the commissioning phase of the plant takes full account of the aspects of skills, motivation and preparations for the technology, it may even end up in failure.