Egg producers in the U.S. have two important tools that help ensure the quality and food safety of shell eggs — U.S. Department of Agriculture (USDA) regulations require washing and sanitation of shell eggs to reduce the bacterial load found on the egg shell, as well as refrigeration. In addition, egg processing equipment manufacturers have introduced many innovations in recent years to further enhance sanitation processes.
Consumers in most other countries around the world traditionally purchase eggs that have not been washed or sanitized. A natural coating (cuticle or bloom) is believed to prevent bacteria from penetrating the egg shell, which regulatory officials believe negates the need to wash eggs. In these countries, it is not unusual to find dirt and even bits of manure on eggs offered in stores. Also, most countries do not refrigerate eggs. Japan has a unique situation as eggs are washed and then sold without refrigeration.
Research has shown that washing does indeed reduce bacteria on the egg shell, and regulations are in place to ensure proper standardized procedures are followed to achieve that reduction. Temperatures of wash water must be above 90 F and at least 20 F warmer than internal egg temperatures. Bacteria could be drawn into the egg if the egg interior were cooler than wash water. Detergents must be used to help remove any contaminant. After the detergent wash, eggs receive a final fresh water rinse and approved sanitizer before being dried. Refrigeration prevents temperature changes that could also result in exterior bacteria passing through shell pores.
Advances in technology
Jim Nield has worked in the egg processing equipment industry since 1966, as president and owner of Diamond, and then joining Sanovo in 2008. “We have made significant advances to improve the food safety aspect of grading and packing equipment, and along the way, have increased speed from 60 to over 700 cases per hour. That’s over a quarter of a million eggs processed in one hour. New technologies have been introduced that ensure the highest quality shell egg product is introduced into the food system,” he said.
Equipment cleaning and sanitation have been greatly improved. Machines introduced in recent years are completely made of stainless steel and non-corrosive components. An open design allows almost the entire machine to be cleaned with disinfectant foam and rinsed with high-pressure water spray. A significant reduction of contaminants has been made possible by these newer designs, along with less labor and water costs.

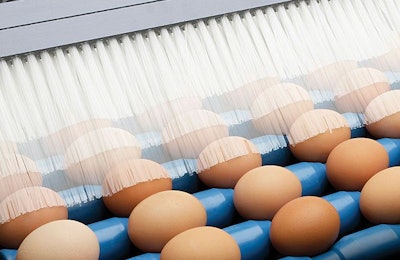
Cleaning the intake line is an important step in the sanitation process and helps ensure food safety. | Photo courtesy of Moba
Manufacturers offer clean-in-place systems for areas that are more difficult to reach. These systems use brushes or ultrasonic cleaning processes as well as detergents and water to remove contaminants. The clean-in-place systems are activated by the cleanup crew and can be run as routine cleaning is being done on other parts of the line.
Moba also offers an option of a parts washer designed for fast and efficient cleaning of specific grader parts. Receiver, buffer and drop sets, along with other parts, are easily removed and placed into a cart that is then wheeled into the parts washer. This design allows for efficient use of time, labor and less water than might be required if cleaning while still on the machine.

An optional parts washer reduces water usage, while efficiently using time and labor resources. | Photo courtesy of Moba
Bill Bretschneider, Moba product manager, advises: “Some plastic egg-touching parts (the receiver, buffer and drop sets in packing lanes) are molded with a smooth surface using special anti-bacterial plastics. Nano-technology is used to add titanium-dioxide and silver ion to the plastics, which interrupt bacterial metabolism and inhibit growth. These plastics are able to be recycled at the end of their useful life.”
Short-wave ultraviolet lights (UV-C) mounted on graders are used to disinfect egg shells. UV-C treatment results in an approximate three-log reduction in bacteria count (reduction of 99.9 percent, or 1,000 times fewer bacteria). Manufacturers offer options of UV-C lights at various points of the grading process. Moba also uses ultraviolet light to disinfect egg-touching parts of the egg handling system.
Removal of eggs that do not meet quality standards
Several technologies are used to remove eggs that do not meet quality standards. One common factor for all these technologies is the use of complex software programs that analyze testing results. Sophisticated algorithms are constantly being updated to improve accuracy and reduce losses and contamination risks.
Shell crack detection has progressed significantly since the days of candling eggs over a light table. Producers must meet USDA standards and anticipate cracks resulting from transport and handling on the way to the grocery case. Cracks are detected using magneto-acoustic or digital devices that use sound to identify the presence and severity of the crack. These devices can be programmed to different levels of sensitivity that allow even micro-cracks invisible to the human eye to be recognized.
Camera vision systems, some of which also use laser light technology to fully illuminate eggs, are able to visualize other egg defects. These systems can detect leaking eggs, blood spots inside eggs and dirt spots on the egg shell. Dirt spots as small as one square millimeter (0.00155 square inches) are able to be detected by the Sanovo system. Normal freckles on brown eggs are also able to be distinguished from contaminants with camera vision technology.

Laser technology is used to identify leaks and dirty eggs so that they are not used for human consumption. | Photo courtesy of Sanovo
Getting rejected eggs out of the grading process as soon as possible is important to reduce the risk of contamination of equipment and other eggs. Grading equipment is designed to remove severely cracked eggs that are not used for human consumption. Intact eggs with minor cracks are efficiently removed and sent to a separate packing location. Those eggs are further processed and pasteurized before becoming egg powder or liquid egg products.
New food safety challenges
The shell egg industry will face new food safety challenges as more cage-free housing is built over the next few years. It is recognized that cage-free housing has the potential for increased egg contamination. Also, testing technologies are constantly improving, which will offer an opportunity for quicker and more precise detection of potential issues. New housing designs, improved management practices and grading and packing equipment innovations will all contribute to delivering high quality shell eggs to the consumer.

















