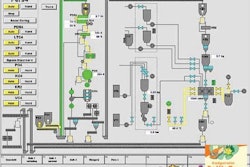
How simple is networked NIR? With modern near-infrared analysis technology, operators just need to load samples, either in ground or unground form, and let the technology do the rest. Virtually instant results can be used for on-the-spot or near-line production control.
Networked near-infrared (NIR) analysis is enabling competitive production across national borders and throughout the feed manufacturing supply chain. Nowadays, a feed plant can save in the range of 2-5 per metric ton (mt) of feed per year through NIR-based advantages such as reduced wet chemistry analysis and more accurate feed formulation. Plus, advances in network technology are allowing such advantages to be realised on a global scale with minimal costs. While lack of knowledge and adherence to traditional methods may remain as barriers to adoption of NIR analysis, advantages are now being exploited by some larger feed manufacturers, resulting in significant financial benefits.
One such company is Provimi, an international supplier of nutritional solutions and technology which reports a share of 7% of animal feed worldwide. Provimi has more than 100 plants in some 30 countries and is a world leader in animal nutrition and related know-how (for background, see FEED INTERNATIONAL's Article Archive for Provimi: Global growth of a quiet contender in the October 2001 issue). The company is one of the world's largest producers of premixes. Other products include complete feed, speciality feeds, petfood and aquafeed.
Provimi's pro-active approach
Paul Gerardy, general manager of the Provimi Research and Technology centre in Belgium, explains that margins are decreasing at the beginning of the feed and food chain for the grain grower, the feed manufacturer, and the livestock producer. "Costs and profit need to be monitored closely," he says. "NIR gives you power and security."
With wet chemistry analysis, Mr Gerardy notes, a feed product can already be eaten before the analysis results of raw materials arrive from the laboratory. "With NIR, suddenly you have a new dynamic," he says. "You have proactive decision making instead of archiving data that arrive too late to correct your feed formula. You do not formulate looking into the mirror', but in front of you."
Under Mr Gerardy's guidance, Provimi has taken advantage of advances in NIR analysis and complementary areas, such as networking, to set up a worldwide network of more than 90 NIR instruments. Wet chemistry analysis remains the basis for the analysis operation and NIR calibrations are based on average results from 18 validated laboratories. Typically, NIR is used to predict parameters such as: Moisture, crude protein, crude fat and fibre, ash, and starch. Provimi has 43 calibrations for raw materials, nine calibrations for complete feeds, and two for silages.
For practical and economic purposes, the network is managed from a central location. Calibration updates are sent from a central server to standardised instruments worldwide. Measurement results are then based on the same calibration, whether they come from India or Italy. In this way, the feed formulators and plant operators can know about raw materials well in advance of their use. For instance, the calibration for the new soya harvest in Argentina is in the system before the soya ships reach port in Europe.
0605FInirnetworked_graph1 NIR results for crude protein variation in soya samples, in which the blue line represents the value used in feed formulation.
Another example of how networked NIR enables a proactive approach involves rapid testing of all incoming raw materials to ensure value for money and to stop anything outside the specifications. NIR analysis provides the right information from a sample in 1-2 minutes, that is, before the truck unloads the raw material. "If suppliers know we have NIR, we don't have any problems," says Mr Gerardy.
The same can be applied to trucks leaving the feed plant. No trucks are allowed to depart without being tested. Feed that is out of specifications is retained in the plant.
Immediate formulation matrix updating
Without use of NIR, a plant is manufacturing feed from raw materials before those raw materials have been analysed. Such analysis, Mr Gerardy explains, is just for quality assurance purposes. But, with regular NIR analysis, the decision process to update the feed matrix becomes easy and proactive. For example, each soya truck can be analysed upon entering the feed plant, so there is no need to be conservative in estimates for crude protein variation (see figure ‘Optimising crude protein').
In the example, the blue line cutting through the middle of the other lines is the value used in feed formulation. The monthly averages are indicated in green and the averages per 300 mt in red (because this particular feed plant uses 2 silos of 300 mt each to store soya).
Close monitoring of raw materials with NIR analysis ensures that the value used for the feed formulation is based on averages that are real and current. Feed formulation can therefore be more proactive without any in-built slack' or safety margin' to allow for possible variations in protein content. In this example, between 30 April and 10 October (see dates on X axis), the feed manufacturer could have formulated with protein values in the range of 45-46% for soya instead of 44.0-44.5%.
The ability to manufacture feed based on better monitoring of nutrient variation leads to significant savings, Mr Gerardy says. To take an example, he explains, assume a feed maker has two silos for storing soya (see figure Soya protein segregation'). Following NIR analysis of the raw material at intake, one silo can be processed while the other one is being filled. The values used in the formulation system are the average values given by the NIR analysis of the in-coming trucks. These data correspond to values indicated with the red line the NIR scans of soya crude protein (figure Optimising crude protein').
Another approach can be the segregation of the soya in the two silos: One for lower protein values and another one for higher protein values. However, it is not necessary to have two silos to take full advantage of NIR. In any case, the feed manufacturer can subsequently formulate more accurately and better match expected contents. And to keep everything on track he can monitor the feed formulation closely with NIR analysis.
From the experience at Provimi, conservative estimates indicate that savings of around 2/mt of soya can be made by matching protein targets more closely.
Better animal performances
Working our way down the supply chain, the effect of more accurately manufacturing feed to formula specifications has an impact on animal performance. Standard deviation in nutrient content is not seen in feed formulation, but will negatively affect animal performance.
Also, just as in the feed formulation example, getting closer to target values in the actual product will save money. For instance, if chicken feed contains soya with 45% protein one day and 46% the next, the ideal amino acid profile will not be respected, which will have an impact on the performance of the bird. What is more, proteins above the ideal profile will be wasted. By optimising the protein levels, more chickens can be fed for the same cost of feed production.
From Mr Gerardy's evaluations, the gains to be made through optimal animal performance can be considerablein the region of 12/mt of soya.
Beyond the laboratory
NIR analysis also has helped Provimi to save on wet chemistry analysis. NIR technology eases the load by taking the bulk of analysis work, leaving the laboratory to focus more on other pressing issues such as food safety. According to Mr Gerardy's estimates, more than 95% of samples can be predicted by NIR. Under normal conditions, the savings, thanks to NIR on wet chemistry, are around 0.20-0.25/mt of feed per year.
Economy of scale is an important factor, Mr Gerardy says: "NIR in a feed mill is justified if the production is more than 50,000 tons per year."
Making measurements is not an issue, says the general manager of the Provimi Research and Technology centre in Belgium. Today, the simplicity of use provided by many NIR analysis instruments and associated software paves the way for analysis by non-laboratory staff. The latest NIR analysers allow samples to be measured in ground or unground form. Some analysers are also designed to be placed in the harsh production environment and require very little operator training to achieve valid measurements.
In practice: NIR more reliable than wet chemistry
NIR analysis is based on reference analysis at accredited laboratories and NIR performance is regularly checked with wet chemistry. To date, the NIR analysis operation at Provimi is based on about 300,000 wet chemistry analyses on 69,000 samples of raw materials and complete feeds.
On the subject of NIR reliability, Mr Gerardy is very clear: "NIR is just as accurate as wet chemistry, but more reliable because the human error is reduced to a minimum."
He is not so optimistic, though, about official approvals for NIR techniques, describing how, in Europe, for example, each country has its own certification system. Effective NIR analysis requires good equipment, and reliable calibrations. The size of an operation is also important, for example to realise savings against traditional wet chemistry.
Also, crucially: Everyone in the organisation needs to understand what it is about, if an online or near-line NIR system is to be accepted. With measurements taking less than a minute, NIR analysis generates a wealth of information. Everyone contributes and the information is used throughout the organisation. The Provimi approach shows that use of networking is important in this respect.
0605FInirnetworked_graph2 Using NIR at the feed plant can generate savings at intake, in the flexible use of segregated materials, in feed formulation, and in optimising animal performance.
Using the network, experts based at a central location can organise information on the central server and manage the system remotely; for example, by making regular calibration updates. Staff at production sites need only think about making simple measurements as a straightforward part of their job, while the information they receive provides a powerful tool for optimal feed formulation. Others, such as business managers, can also use the wealth of information to make strategic decisions based, for instance, on the performance of suppliers.
The Provimi example highlights the savings to be made with NIR analysis:
The feed mill pays the right price for raw materials;
Costs associated with wet chemistry are reduced;
There is less wastage in feed formulation;
Better information leads to better decisions throughout the organisation; and,
Optimal feed formulation leads to optimal animal performance per kilo of feed.
All in all, the savings for a feed mill can be in the range of 2-5/mt per year.
In the future, a proactive approach to control demonstrated by the Provimi model could benefit everyone throughout the supply chain. To an extent, this is already starting with many of Provimi's customers coming online as part of the NIR network. Provimi started to develop its NIR network in 1998. To date, there are 92 installations31 at Provimi sites and 61 at customer sites. Two to three installations have been added to the network every month in the last three years.

 0605FInirnetworked_graph1
0605FInirnetworked_graph1 0605FInirnetworked_graph1
0605FInirnetworked_graph1
 0605FInirnetworked_graph2
0605FInirnetworked_graph2

.jpg?auto=format%2Ccompress&fit=crop&h=167&q=70&w=250)