Independent producers and suppliers of cooked poultry to manufacturing and retail markets now need to look at the current and future challenges in a global commodity driven environment in sustainability, growth, profitability, competitive advantage in view of world global warming and ensuing environmental changes.
Manufacturers in the EU need to remain competitive in origins of manufacture where significant favourable cost bases exist in labour, energy, raw materials, climate and investment.
Labour
Process flow
This is critical in being able to control efficiency and if not linear, it can create additional jobs, process time and therefore the factory will require a greater level and increased cleaning time and associated labour. A 30% benefit in labour reduction has been observed over the last 12 months but with an investment cost of UK£2.5 million. We have speculated to accumulate. This has incurred additional costs of associated training in line with a government target to train 40% more staff to basic NVQ level 2 (National foundation qualification relevant to a person's role in manufacturing) by the year 2010.
Raw meat processing
To remain competitive on costs associated with cutting product manually outside of the EU, Europe has employed specific cutting equipment as we have at a cost of UK£100,000 to speed up the specific sizing of meat cutting operations. This gives a natural looking product, achieves labour costs from increased throughput, creates a unique product and assures sustainability in job protection through competition.
Energy
Fourteen percent of UK energy consumption is from the food industry and 7000 tonnes of carbon are emitted every year by the food industry.
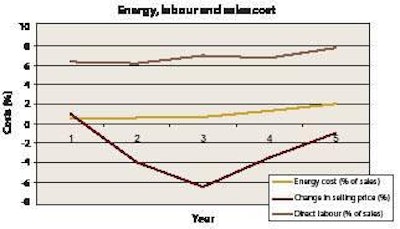
Energy costs in the UK have increased by 21% year-on-year and we have seen labour costs double due to a further increase in the minimum hourly rate of operator pay. Therefore there is a need to drive in cultural change in operating procedures to counteract and lower these costs, as well as to reduce carbon emissions to the environment.
To achieve this, we have focussed on motors, electricity, refrigeration, hot water and heating.
Motors
High-frequency motors are 18% more energy-efficient than low-frequency types, as they use less current and hence emit less carbon to the environment. Running a motor at full speed while throttling the output has the same effect a part of the output immediately goes to waste. In pump and fan applications using variable speed drives can cut energy consumption by as much as 60%.
Ninety-seven percent of motors in applications less than 2.2kW have no form of speed control at all. Some equipment manufacturers are now developing smaller drives at prices that can make investment in a variable speed drive a viable proposition on energy grounds alone.
Compressors
These are used in a variety of applications, i.e. compressed air and refrigeration systems. Air compressors can waste up to 30% of the air generated through leaks or partial output being lost to waste. A routine programme of line pressure checks and leak detection will prevent this when combined with visual and audible alarms.
Carbon trust programmes are in place that give funding allowances and support by using lower carbon emission compressors. Compressed air is probably the most expensive way of generating energy in industry, and electricity costs are higher.
Sub-metering
Monitoring energy consumption is often restricted to readings taken from a single site meter. The fitting of sub-meters to monitor key items of equipment or areas of the factory allows more precise identification of highest usage and greatest inefficiency. There are a wide variety of options available for sub-metering, with wired, wireless, remote and near data access options available. The right option depends on circumstances and cost. They allow the identification of peaks in energy demand and usage to enable regulation and the possibility to switch tariff system and/or energy provider.
Electricity
All of our electrical services are now fitted with power factor correction that stabilises energy use over peak demand periods and reduces maximum power demand on load by up to 40%. Another simple tip is to have all of the factory lighting on one switch control panel. This allows one person to turn off all of the lights with just one switch and it guarantees that lights, when not in use, will be off. This has saved us UK£1000 annually on average in each area. Light sensors on exit and entry can be installed to activate lighting in the presence of a person and portable appliance can be fitted with simple time-activated power cut-off timers when equipment is not in use.
Refrigeration gases
There are a number of simple options to help avoid excessive energy usage, including the correct specification of insulation. Frost or condensation on the outside of a chiller is a classic sign of poor insulation. Ensuring chiller doors are closed when not used is another simple and effective step, as is ensuring that the lights are switched off inside a chiller when staff are not inside. Ineffective door seals can increase energy consumption by 11%. The use of a strip curtain in a doorway will typically restrict temperature increases when a door is opened from minus 19 to minus 16°C, compared with rises up to minus 2°C in the absence of a strip curtain. The curtains can be thermally lined to further reduce heat loss.
Another simple way to prevent temperature losses is to keep access doors shut and minimise the size for any access holes, i.e. for conveyor belts and by changing the doors to automatic self-closing.
Over-cooling is another source of waste, with product being cooled beyond the requirements of the product or the customer.
High-care factories use positive HEPA (high efficiency particulate air) filtered air to maintain delivery of microbiologically clean air to all high-care areas of the factory, and up to 33% of this air can be recycled into other chilling processes after us, thus saving energy.
We have changed our refrigerant gases to R22 and R404 gases that are more efficient and produce less CFC emissions (chloro- and fluoro-carbons).
Hot water and steam
All factory processes that use steam cookers, tray washing machines, hygiene water, mains water and hand-wash water should be linked to a condensate return system to recycle energy. Our recovery system uses 50% less water than that available and as the recycled water is already hot, it does not require any further energy to heat the water.
Food waste
Ten percent of industrial waste in the UK is from the food industry. The government target is to reduce manufacturing waste by 15-20% by 2010.
Waste in manufacturing represents loss of profit as a lost sale, and the control of waste is critical. Controls should include floor waste, cost, system of waste removal from site (landfill costs), waste water, packaging and the cost of waste associated in producing a product to customer specification.
We conducted a project named CLEVER with our local water authority in 2003. CLEVER stands for Coastal Liquid, Effluent, Volume, Reduction. This project involved working closely with our staff on how best to handle waste food debris, which is generated by process waste, wash-down processes etc. The objective was to stop debris from entering the drain system, which in turn cost the water authority to treat a cost of that is handed back to challenger a sewerage treatment.
We did this by applying simple handling of waste techniques. These included brushing floor food debris away from the drains, just allowing water to run away. The solid waste was simply brushed into a pile and then bagged ready for landfill.
In addition, we had machine filters made so that when we washed a machine, the debris from within the machine was caught, separating the waste from the water. This solid waste was also bagged and sent to landfill.
Machine stands were made to stop good product from dropping on the floor during the cutting process. This was then sold at full commercial value.
Our water pipes, which are used to wash the factory, had open ends and therefore used lots of water. We fitted trigger guns to control the flow and when a hose was not being used, the switch stopped the flow and thus used less water volume.
Product specification
This can be up to 5% where small pieces (fines) are sieved from product and thrown away. In some businesses, they can be used in chopped and shaped/reformed meat products. Unfortunately, we do not produce such products.
Floor waste
This is waste incurred from product either falling off food surfaces or being accidentally knocked to the floor. It should account for less than 1% of sales, and it is often shown graphically weekly to illustrate control. Where there is unavoidable floor waste, this should be kept away from drains so as not to increase the trade effluent loading. A significant improvement in floor waste was achieved by making waste a personal Key Performance Indicator, on which staff were measured regularly and it formed one of the objectives in their job description.
Landfill waste
All animal by-products and packaging waste are incinerated, composted, biodegraded or placed into the ground. It is this landfill cost that will increase by 3% annually in the UK. It currently costs us UK£30, 000 per year to remove so we are exploring the use of biodegradable packaging such as poly-lactic acid bags and cardboard that degrades in 14 weeks.
Water
Ten percent of the UK's industrial public water systems is from food waste and its consumption is vital in restricted use to reduce energy usage. Areas of focus are those with greatest water usage in hygienic cleaning in conjunction with chemicals. Using low-pressure hoses restricts available water by 60% operating at 4 bars of pressure from main intake water pressure of 6 bars, and installation of simple, automatic chemical dosing equipment can reduce over-use of chemicals by up to 20%. This reduces BOD (biological oxygen demand) and COD (chemical oxygen demand) on effluent returning to drain. If a solids gravity effluent separation system is installed, further reductions can be achieved.
Packaging waste
In the UK, the Environment Agency imposes a tax on packaging waste and this is a charge levied on manufacturers and sellers for removal of packaging waste that is not recyclable or biodegradable. Those waste packaging and food items that have to go to landfill are non-recyclable or non-biodegradable. Examples are materials like nylon and polyethylene, which are taxed based on quantity. This charge is known as a product recycling note', which must be purchased from the Environment Agency. The aims are to cover disposal costs and to encourage manufacturers to recycle materials used and/or develop food packaging that is biodegradable and/or recyclable.
Manufacturing controls
Ovens
Simple, practical steps can be taken to improve energy utilisation efficiency. If the surface temperature of the outside of an oven is above 45°C, this is a good indication that the insulation has failed and needs replacement. Damage to door seals and ill fitting wall and ceiling panels result in heat loss. Oven fans are often overlooked, with poorly performing fans increasing cook time and generating cold spots.
Any extraction from oven cooking processes can be recovered and re-used by installing a heat recovery system.
Turntable platforms in rotating ovens can give uneven airflow and direct airflow into cold spots and through broken seals.
A regular programme of maintenance and oven profiling will allow the user to spot small issues before they become larger and more costly.
We have introduced a live temperature monitoring system, which has enabled us to reduce cooking times by 21%. This produces a moister product with significantly reduced energy and effluent costs and it has improved yield. The system measures the core temperature of the meat muscle where a temperature probe is placed inside the muscle on the top, middle and bottom shelf of the cooking rack in the oven. As each probe reaches the core temperature required for food safety, then the product is ready to remove from the oven. This prevents the product over-cooking unlike non-live' systems that use a cooking temperature for a set cooking time.
Extraction chimneys on ovens should be made of stainless steel to avoid product metal contamination as a result of metal corrosion.
Preservation systems
Freezing products traditionally uses liquid nitrogen (cryogenic freezing), which is expensive and is a high emitter of carbon, and so alternatives need to be found. We have reviewed the use of mechanical freezing using forced air to freeze product, giving up to a 60% saving on nitrogen although the capital investment is high. Nitrogen and carbon dioxide gas stores in bulk containers are used for preserving and extending chilled product shelf life, and this could also be generated at lower cost and energy from an air generator that creates these gases from atmospheric air.
Hygiene systems
Cleaning systems use a great deal of water and chemical, both of which become waste, and so focus is required on developing new systems that use less of both yet give the same level of cleanliness to maintain food safety. We have looked at using a nitrogen tunnel cleaning system. Instead of using thousands of litres of water daily to clean, it uses only 50 litres/minute for a 10-minute clean with 1% chemical at low pressure (1.5 bar). The device regulates water with a timer switch that deactivates water flow after 20 seconds and therefore saves energy, effluent and water consumption.
Brushes and squeegees to clean fabric and floors use large volumes of water and chemical and we are testing brushes with ultra-violet bulbs. When they come into contact with a floor coating of titanium oxide, they create an electrical charge to kill micro-organisms, thus reducing the amounts of both water and chemicals. Alternatives to using water and chemical for cleaning are also being explored by using ozone that creates ionising free radicals to give microbiological kill.